Pristine Laser Restoration provides laser surface preparation for non-destructive testing across Missouri, Kansas, Oklahoma, and Arkansas. Our fiber laser removes rust, paint, scale, grease, and oxides from weld surfaces, structural components, piping, and fabrication shop parts without smearing metal, masking defects, or altering the surface profile. We prepare the surface. Your NDT team runs the inspection.
Prep the Surface. Find Every Defect.
Laser surface prep for non-destructive testing. We remove contaminants without smearing metal, masking cracks, or leaving residue that interferes with your inspection. You define the scope. We prepare the surface.
BEFORE AND AFTER
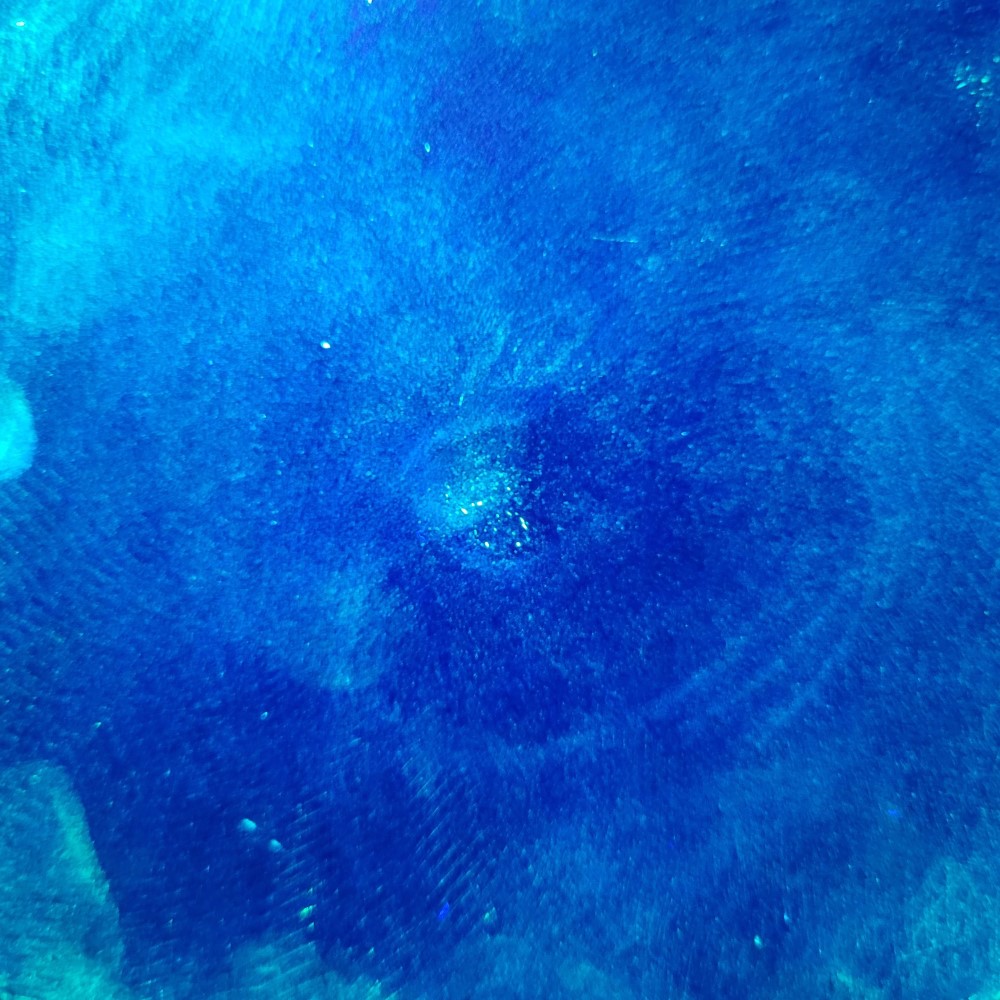 Before
Before 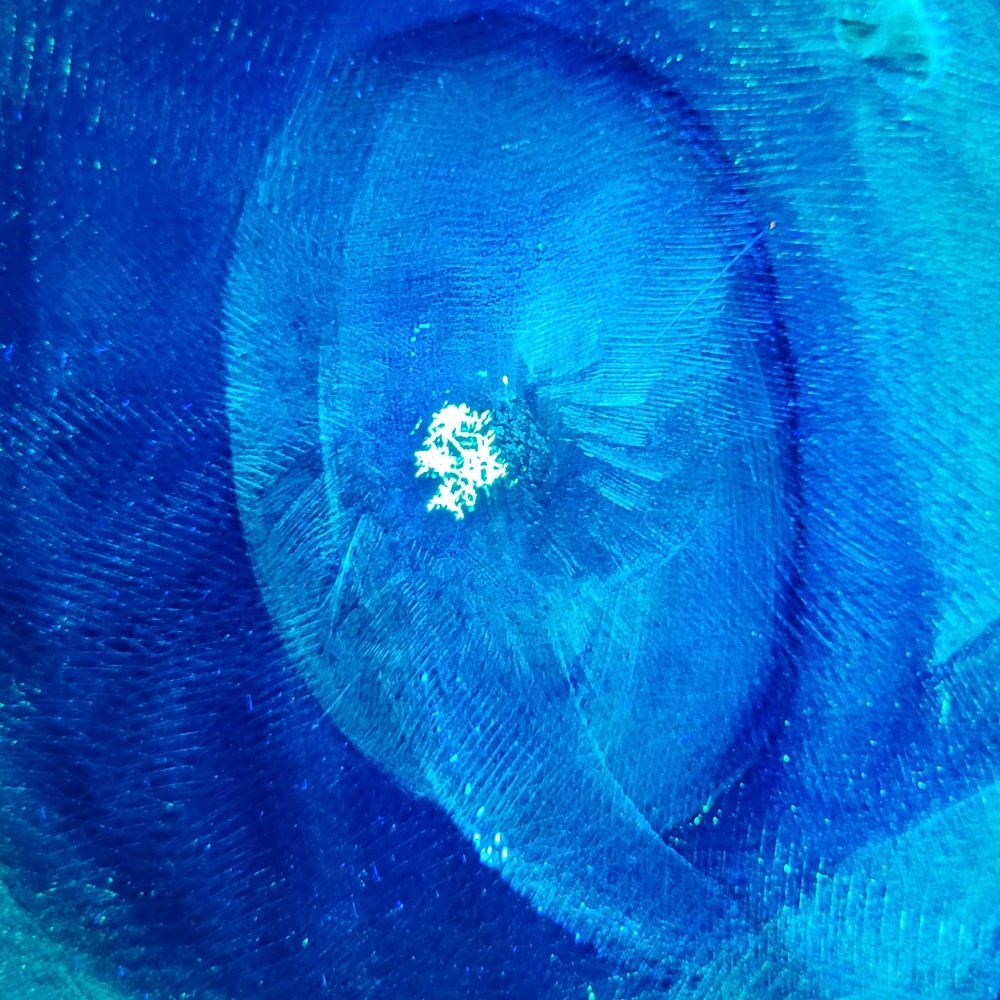 After
After Weld surface prepped for dye penetrant testing. Contamination removed without smearing metal or masking surface-breaking discontinuities.
 Before
Before 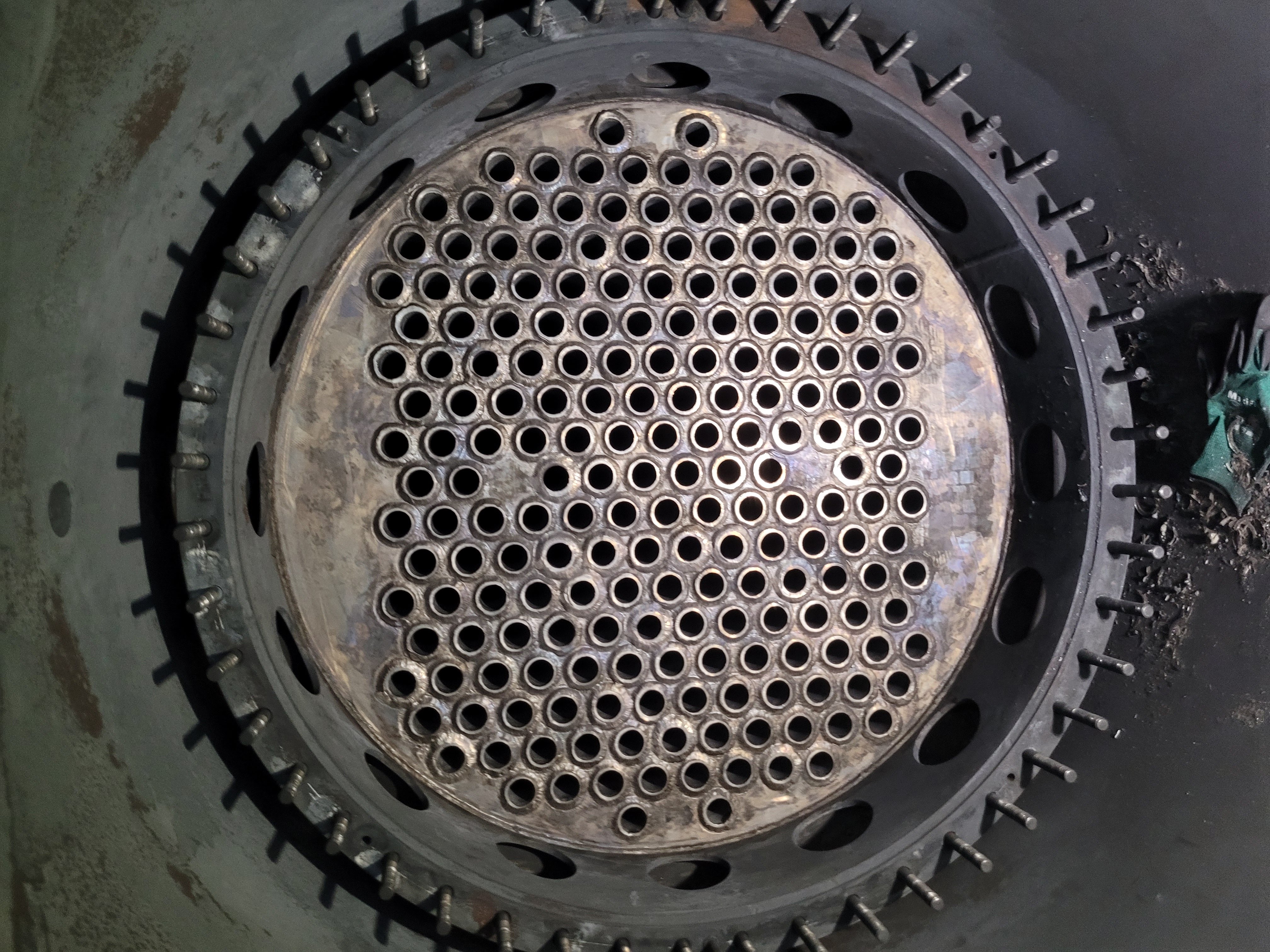 After
After Tube sheet. Contamination and oxide removed. Surface ready for inspection with original profile preserved.
WHY NDT PROFESSIONALS CHOOSE LASER
Prep That Reveals Defects Instead of Hiding Them
No Surface Smearing
The laser vaporizes contaminants without physical contact. No metal folded over crack openings. No material pushed into discontinuities. What exists on the surface stays visible to the inspection.
No Embedded Media
No blast media lodged in pores, cracks, or weld discontinuities. Nothing left behind to block penetrant entry or interfere with magnetic particle indication.
No Chemical Residue
No solvents, no rinse steps, no residue on the surface. The cleaned area is ready for testing without additional preparation between cleaning and inspection.
Profile Preserved
The laser removes contamination, not base metal. Surface profile and dimensional characteristics are maintained for accurate ultrasonic thickness measurements and proper couplant coupling.
Selective Area Cleaning
The laser targets specific weld zones, heat-affected areas, or inspection targets without cleaning the entire component. During shutdowns where time determines cost, this precision matters.
Compatible Across NDT Methods
Laser-cleaned surfaces are compatible with dye penetrant testing, magnetic particle inspection, ultrasonic testing, eddy current testing, and visual inspection. One prep method for multiple test types.
Laser-cleaned surfaces are compatible with all standard non-destructive testing methods including dye penetrant testing, magnetic particle inspection, ultrasonic testing, eddy current testing, and visual inspection. Because laser cleaning is a non-contact process that vaporizes contaminants without altering the base metal surface, it does not introduce the complications that mechanical and abrasive methods create. There is no smeared metal that could close crack openings before a penetrant test. There is no embedded blast media that could block penetrant or couplant access to discontinuities. There is no chemical residue that could reduce test sensitivity. The cleaned surface preserves the original profile, which is critical for ultrasonic thickness measurements where accurate coupling depends on consistent surface conditions. For facilities running multiple inspection types during the same turnaround, laser prep provides a single preparation method that satisfies all of them.
HOW IT COMPARES
The Prep Method Affects the Inspection Result
NDT accuracy depends on what happens to the surface before the test. Every preparation method interacts with the substrate differently, and some of those interactions can affect what your inspection finds or misses. The method that gets the surface visually clean is not always the method that gets it inspection-ready.
Grinding
What it does well:
Fast, accessible, and available in every fabrication shop. For removing weld slag, excess material, and heavy scale, it gets the surface visually clean quickly.
Where it falls short:
Grinding can smear metal across the surface, folding material over crack openings. ASTM E1444 classifies grinding among operations that could cause surface-connected discontinuities. For dye penetrant testing, ASTM E1417 notes that treatments including sanding, buffing, and sandblasting can smear the surface.
Chemical Solvents
What it does well:
Dissolve oil, grease, and organic contaminants effectively. For removing non-bonded surface films before inspection, solvent cleaning is straightforward.
Where it falls short:
Solvent residue left on the surface can prevent dye penetrant from entering surface-breaking flaws. Solvents cannot remove bonded contaminants like rust, scale, or heavy oxide layers. Creates chemical handling and disposal requirements.
Abrasive Blasting
What it does well:
Removes rust, scale, and coatings across large areas quickly. Can reveal defects by stripping away coatings.
Where it falls short:
Can mask defects. Abrasive impact alters surface profile, embeds media in flaw openings, and packs debris into surface-breaking discontinuities. ASTM E1417 lists sandblasting among treatments that can smear surfaces.
The preparation method used before non-destructive testing directly affects inspection accuracy. Mechanical methods like grinding and abrasive blasting physically interact with the metal surface. Grinding can smear a thin layer of metal across crack openings, making surface-breaking discontinuities invisible to dye penetrant and magnetic particle tests. Abrasive blasting can embed media in flaw openings or alter the surface profile in ways that interfere with ultrasonic coupling. ASTM E1417, the standard governing liquid penetrant testing, specifically identifies sandblasting, sanding, buffing, and similar treatments as processes that can smear surfaces. Laser cleaning avoids these problems because the process is non-contact. The laser vaporizes contaminants from within defects without bending edges, folding metal, or leaving residue. The original surface geometry and any existing discontinuities remain exactly as they are, open and accessible to whatever inspection method follows.
Inspection-Ready Surfaces Start Here
Tell us what needs prep, which inspection methods your team will run, and when the turnaround window opens. We prepare the surfaces. Your NDT team runs the inspection.
RELATED SERVICES
We Prepare the Surface. Your Team Handles the Rest.
Industrial Maintenance
Facility-wide cleaning for production equipment, structural steel, and heavy machinery. Same laser process, broader application scope.
Learn moreRust Removal
Heavy corrosion on structural components, piping, or pressure vessel surfaces that needs more than inspection prep. Laser removes oxide layers down to clean metal.
Learn moreCOMMON QUESTIONS
What NDT Professionals Ask Us
Better Prep. Better Results. No Defects Hidden.
Tell us what needs prep, what inspection method follows, and when the window opens. We will tell you if laser prep fits the job.